
ERP

Materials Requirements Planning (MRP)
SG Systems is delighted to announce the latest innovation available in V5 Control Center Professional Edition V5.7.4.1 and above. Materials Requirements Planning (MRP), referred to as ‘Planning’ in V5 Traceability allows companies to schedule batch production from sales orders containing finished goods or SKU’s. After entering or importing sales orders, the Planning module allows the batch production schedule to be constructed automatically, based on max/min batch size parameters. The process would typically be done by Planning personnel – but this automation helps reduce the repetitive nature of the task.
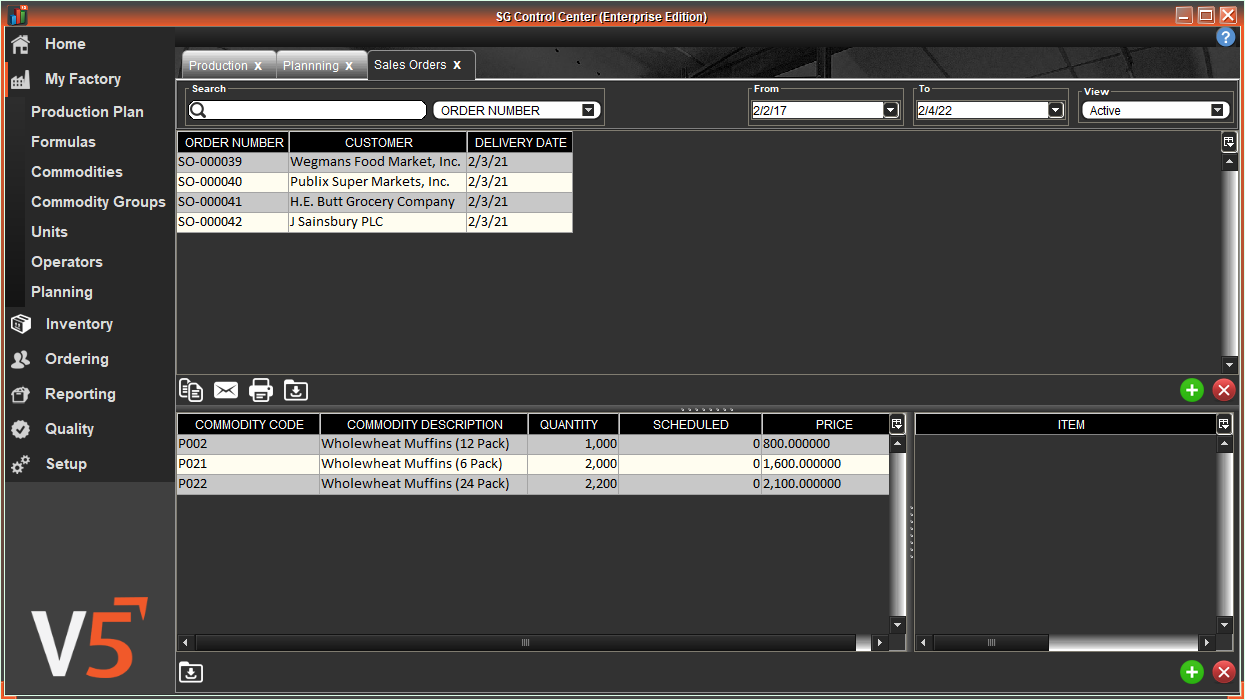
Processing Sales Orders
From the Sales Orders tab, view imported or created sales orders with the finished products listed in the lower panel. In the example below, the three pack sizes of Wholewheat Muffins (6,12 & 24 pack) are all made from the same base formulation Wholewheat Muffin (Batch). For simplicity, each of the four sales orders in the sample contains only Wholewheat Muffins of varying pack sizes. In normal operation, a range or orders and SKU’s within Materials Requirements Planning can be selected.
MRP – (Shortfall Analysis & Production Suggestion)
In the Planning tab, select the sales orders (upper left panel) which you would like schedule. You can select as many orders as you like by highlighting them. Use the arrow to consolidate the finished goods requirement. The upper right panel displays the ‘shortfall analysis’. The shortfall analysis displays the total amount of each SKU ‘REQUIRED’. Then it displays the ‘IN STOCK’ value (you must be using the V5 WMS to manage your stock for this to function). The ‘TOTAL’ column shows the SKU shortfall. In this case, we are 1000 items short of each SKU.
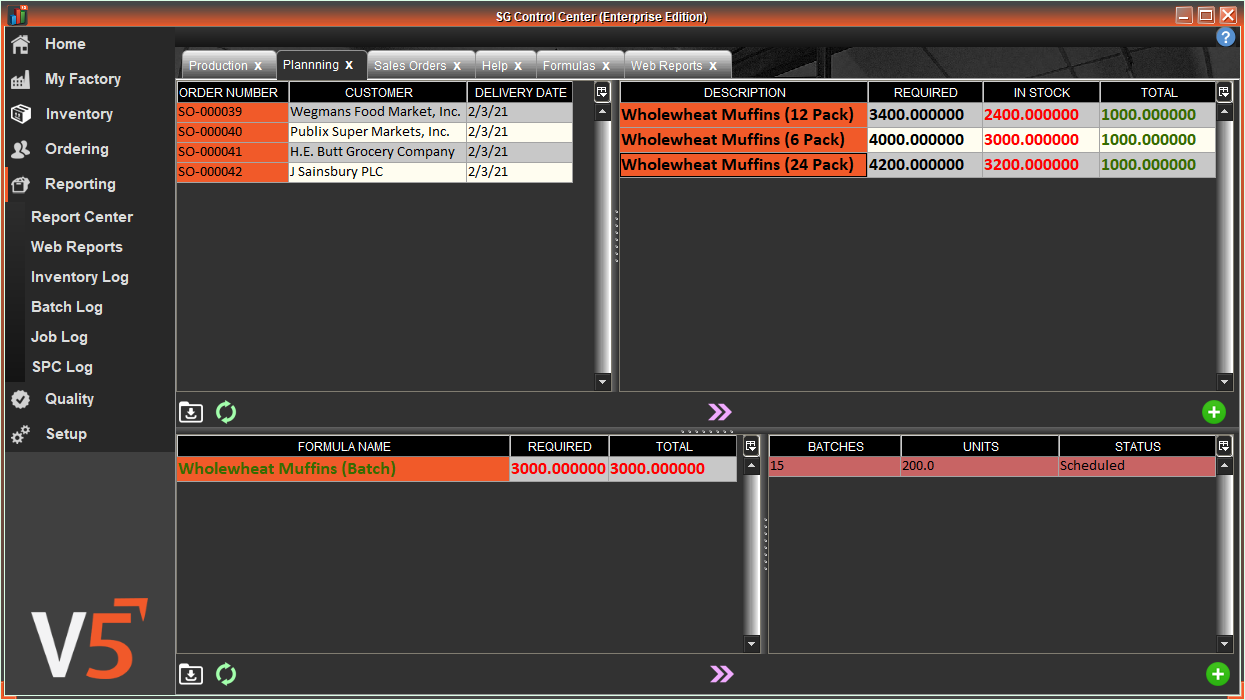
In the lower panels, the system is displaying the ‘FORMULA NAME’ for the manufacturing batch required to produce all three SKU’s. The Materials Requirements Planning system is calculating 15 x Batches at 200% Mix Size to fulfil the 3000 item shortfall. In the ‘STATUS’ column, you must hit the green + to send the job to the main Scheduling tab. The operator has the option to omit any jobs from the schedule if required. A Production Schedule Report can be generated if required.
Production Scheduling
From the Production tab, you will now see all four jobs added to the schedule. Three of the jobs relate to the finished product SKU’s and one job creates the manufacturing batches. You can set the max batch sizes in the Formulas tab under ‘MIN PRODUCTS’ & ‘MAX PRODUCTS’.
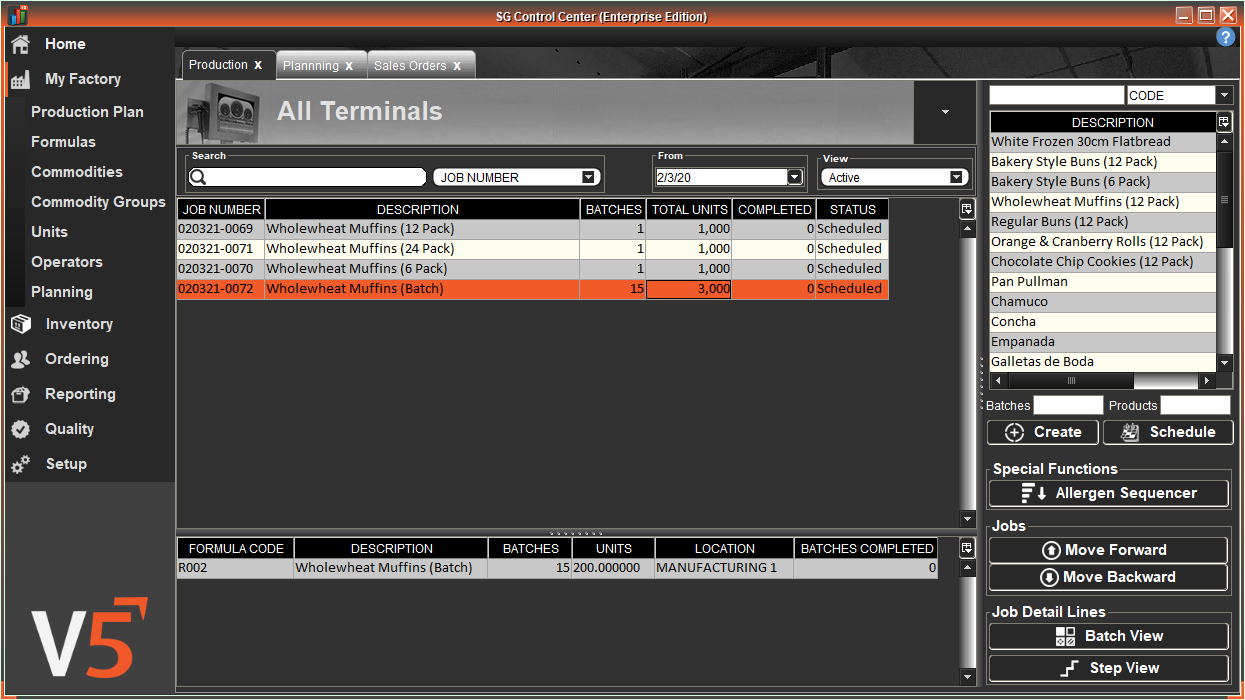
You now have your finished product and manufacturing batches ready to go. A RM Requirements Report will allow the planning team to view available raw material inventory and their levels. Shortfalls are displayed in yellow.
Chief Technical Officer, Simon Hartley states “The V5 Traceability Material Requirements Planning (MRP) module provides the ability to automatically produce daily production schedules without the need for time consuming production requirement gathering. Consolidation of sales orders allows our dynamic algorithm to identify product and submix requirements, streamlining production to ensure optimal resource allocation, cost savings and waste reduction across the factory”
Production Floor Plan Execution
After an operator has logged into the V5 Formula System Terminal, they can view the schedule.

Jobs can be routed to different terminals in separate locations within Materials Requirements Planning if required.
*The following screens are representative of the Operator Terminal and designed for touch screen operation.
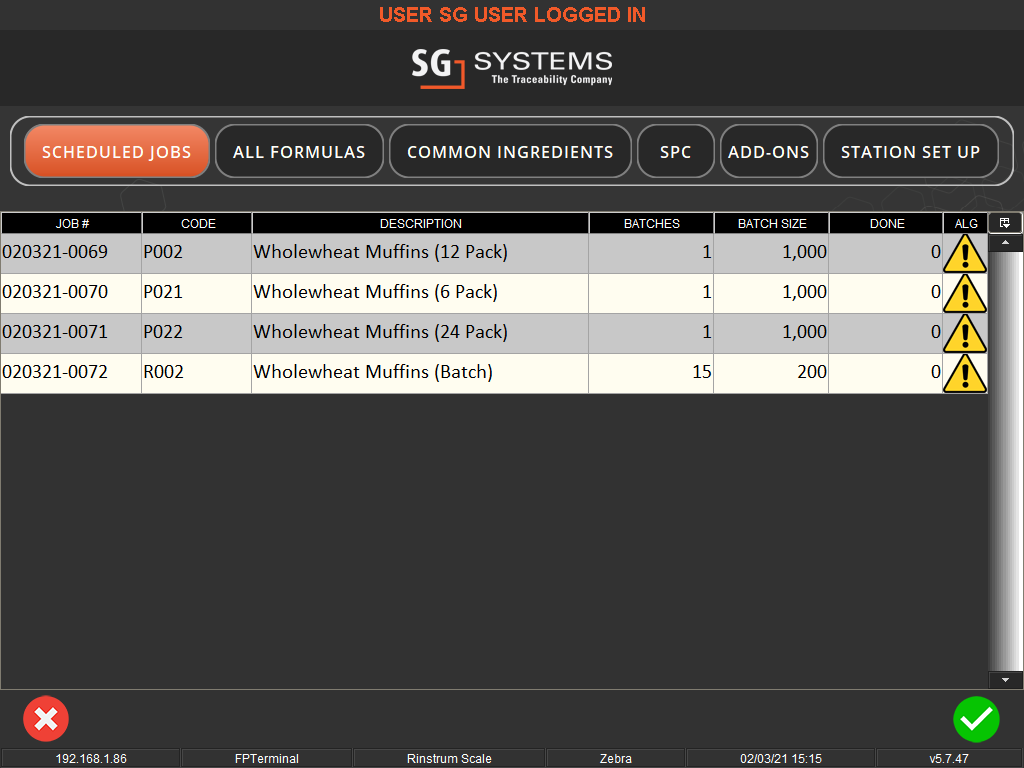
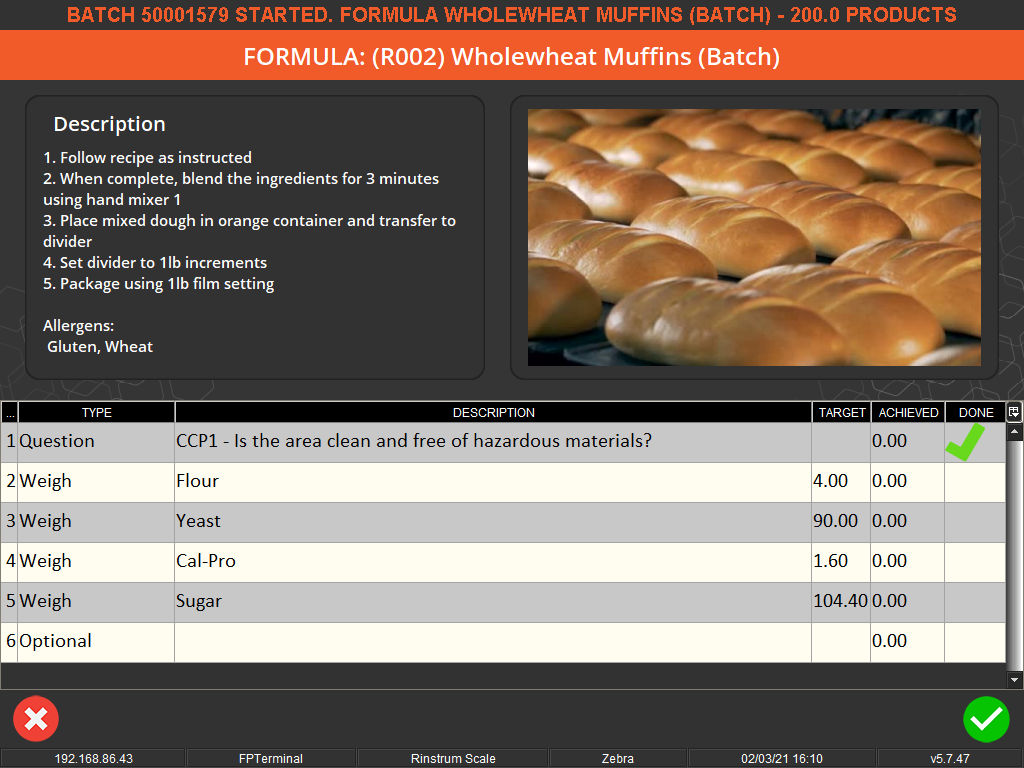
After selecting the Wholewheat Muffins (Batch), the operator can view the recipe steps required, with the target weights adjusted to meet the requirements of the batch size.
The jobs can be scales vertically of horizontally across a number of system locations within the Materials Requirements Planning software.
FAQ’s
What is Materials Requirements Planning (MRP)? Material Requirements Planning (MRP) is an integral system used in manufacturing and inventory management. It is designed to meet production requirements, manage inventory levels, and plan manufacturing jobs and purchasing activities. MRP systems aim to balance supply and demand, ensuring that materials are available for production and products are available for delivery to customers, while maintaining the lowest possible material and product levels in stock.
How does MRP benefit manufacturing businesses? Material Requirements Planning systems offer numerous benefits to manufacturing businesses. They help in optimizing inventory levels, minimizing stockouts, and reducing excess inventory, which in turn decreases storage costs. By ensuring materials are available for production as needed, MRP systems also improve production efficiency, reduce lead times, and enhance customer satisfaction through timely order fulfillment.
What industries can use MRP systems? MRP systems are versatile and beneficial across a wide range of industries. They are particularly vital in industries where managing large inventories and coordinating complex manufacturing processes are key, such as in automotive, electronics, pharmaceuticals, and food production industries.
Can MRP systems be integrated with other business software? Yes, Material Requirements Planning systems are designed to integrate seamlessly with other business management software, such as Enterprise Resource Planning (ERP) systems, Supply Chain Management (SCM) tools, and Customer Relationship Management (CRM) platforms. This integration allows for a holistic view of the business operations and enhances data accuracy and decision-making capabilities.
How does MRP assist in inventory management? MRP systems play a crucial role in inventory management by accurately predicting inventory requirements, tracking existing inventory levels, and scheduling procurement of materials based on the production schedule. This ensures that inventory is kept at optimal levels, avoiding both overstocking and stockouts.
Does MRP support production scheduling? MRP is fundamental in production scheduling as it helps manufacturers understand when to start production to meet customer demands. It takes into account lead times for each stage of the manufacturing process, material delivery times, and the current status of the production floor to create a realistic and efficient production schedule.
Can MRP systems handle multiple product lines? Material Requirements Planning systems are well-equipped to handle multiple product lines, making them an invaluable tool for manufacturers who produce a diverse range of products. They can manage the different requirements and production schedules of each product line, ensuring smooth and efficient production operations.
How does MRP contribute to cost reduction? MRP contributes to cost reduction by optimizing the use of resources and minimizing waste. It reduces the cost of carrying excess inventory and helps in avoiding disruptions caused by material shortages. Efficient scheduling and planning also reduce labor and production costs, contributing to overall cost-effectiveness.
What kind of data analysis does MRP provide? MRP systems offer detailed data analysis capabilities. They can generate reports on inventory levels, material requirements, order statuses, and production schedules. This data is crucial for making informed decisions about production planning, inventory management, and procurement.
Is MRP suitable for small and medium-sized enterprises? MRP systems are not just for large enterprises; they are also suitable for small and medium-sized businesses. Modern MRP solutions are scalable and can be tailored to the specific needs of smaller operations, helping them to efficiently manage inventory and production processes.
How user-friendly are MRP systems? Modern MRP systems are designed with user-friendly interfaces and intuitive functionalities. They are accessible to users with varying levels of technical expertise, and many offer customizable dashboards and easy navigation to enhance user experience.
Does MRP facilitate real-time tracking? One of the key advantages of MRP systems is their ability to facilitate real-time tracking of inventory and production activities. This feature provides up-to-the-minute information on inventory levels, work-in-progress, and order statuses, enabling prompt responses to any changes or issues.
Can MRP systems forecast future demand? MRP systems have advanced forecasting capabilities that allow businesses to predict future demand based on historical sales data, market trends, and other relevant factors. This forecasting helps in planning and scheduling production to meet anticipated demand.
How does MRP handle changes in production requirements? MRP systems are highly adaptable and can quickly respond to changes in production requirements. They can adjust schedules and material orders in real-time, ensuring that production remains aligned with current demands and resource availability.
What reporting capabilities do MRP systems have? Material Requirements Planning systems typically come equipped with robust reporting capabilities. They can generate a variety of reports that provide insights into various aspects of manufacturing operations, such as material usage, order completion status, and production efficiency.
Can MRP systems manage supplier relationships? While MRP systems primarily focus on internal planning and inventory control, they can also play a role in managing supplier relationships. They can track supplier performance, manage purchase orders, and ensure timely communication and coordination with suppliers.
How does MRP impact supply chain management? MRP has a significant impact on supply chain management by improving visibility and coordination across the entire supply chain. It facilitates better planning and forecasting, leading to more efficient and responsive supply chain operations.
What kind of support is available for implementing MRP systems? Companies typically offer comprehensive support and training services for MRP system implementation. This includes help with system setup, integration with existing systems, user training, and ongoing technical support to ensure smooth operation.
Are MRP systems customizable? Material Requirements Planning systems are often highly customizable to meet the specific needs and requirements of different businesses and industries. They can be configured to align with specific manufacturing processes, inventory strategies, and reporting needs.
How does MRP contribute to sustainable manufacturing practices? MRP contributes to sustainable manufacturing practices by optimizing resource use and reducing waste. It ensures that materials are ordered and used efficiently, which minimizes excess and supports environmentally friendly manufacturing processes.
Further Information
Material Requirements Planning (MRP) is a strategic approach to managing inventory, scheduling production, and ensuring the efficient operation of manufacturing processes. As a critical component of supply chain management, MRP enables manufacturers to forecast demand, assess inventory levels, and plan the procurement of materials to meet production schedules without excess. This helps in reducing inventory costs, avoiding shortages, and maintaining a streamlined production process.
Understanding MRP Systems
MRP systems are digital tools that aid in predicting the need for materials, determining the most efficient order quantities, and scheduling deliveries for just-in-time production. They involve detailed analysis of production schedules, inventory records, and purchase orders to ensure that the right materials are available at the right time.
MRP and Manufacturing Execution Systems (MES)
Integration of MRP with MES, such as V5 Traceability, enhances its functionality. MES focuses on the execution of manufacturing operations, providing real-time data collection and control over the production process. V5 Traceability, as an MES solution, extends the capabilities of MRP by offering features such as warehouse management, bulk ingredient control, and product labeling, which are crucial for maintaining efficiency and quality on the production floor.
Key Components of MRP
MRP systems typically consist of several core components:
- Inventory Management: Monitoring current inventory levels, including raw materials and work-in-progress (WIP).
- Demand Forecasting: Predicting future product demand to plan production and inventory levels accordingly.
- Master Production Schedule (MPS): A timetable for manufacturing, specifying when and how much of each product will be produced.
- Bill of Materials (BOM): A detailed list of raw materials, components, and assemblies needed to manufacture a product.
MRP in Various Industries
MRP systems are utilized across various industries, from automotive to electronics, where they help in managing complex production and inventory requirements. They enable companies to minimize waste, reduce costs, and improve customer satisfaction by ensuring timely delivery of products.
The Role of V5 Traceability in Enhancing MRP
V5 Traceability complements MRP by ensuring rigorous compliance with industry standards through a paperless system. Its versatility makes it suitable for industries like food and beverage, pharmaceuticals, and manufacturing, offering digitized tracking that reduces errors and inefficiencies associated with manual documentation.
Advantages of a Combined MRP and MES Approach
A combined MRP and MES approach can yield numerous benefits:
- Enhanced Visibility: Real-time tracking of inventory and production processes.
- Improved Compliance: With industry standards and regulations.
- Increased Efficiency: Through automated processes and reduced manual intervention.
- Better Decision Making: Thanks to comprehensive data analytics provided by integrated systems.
In conclusion, MRP systems play a vital role in modern manufacturing by optimizing inventory levels and production schedules. When integrated with advanced MES solutions like V5 Traceability, manufacturers can achieve greater efficiency, quality, and compliance, leading to a more resilient and responsive supply chain.
What is MRP? Enjoy some background reading
For more information, please contact us.